हमें कॉल करें now :08045812064

 जांच भेजें
जांच भेजेंएल्युमिनियम ग्रेविटी कास्टिंग
Price 30 आईएनआर/ टुकड़ा
MOQ : 200 टुकड़ाs
एल्युमिनियम ग्रेविटी कास्टिंग उत्पाद की विशेषताएं
- ऊंचाई
- फुट (फुट)
- एप्लीकेशन
- Industrial
- प्रॉडक्ट टाइप
- Aluminium Gravity Casting
- सतह का उपचार
- वजन (किग्रा)
- किलोग्राम (kg)
- लम्बाई
- मीटर (m)
- रंग
- Gray
एल्युमिनियम ग्रेविटी कास्टिंग व्यापार सूचना
- Minimum Order Quantity
- 200 टुकड़ाs
- भुगतान की शर्तें
- आपूर्ति की क्षमता
- 100 प्रति महीने
- डिलीवरी का समय
- 1 हफ़्ता
- नमूना नीति
- मुख्य निर्यात बाजार
- एशिया
- मुख्य घरेलू बाज़ार
- ऑल इंडिया
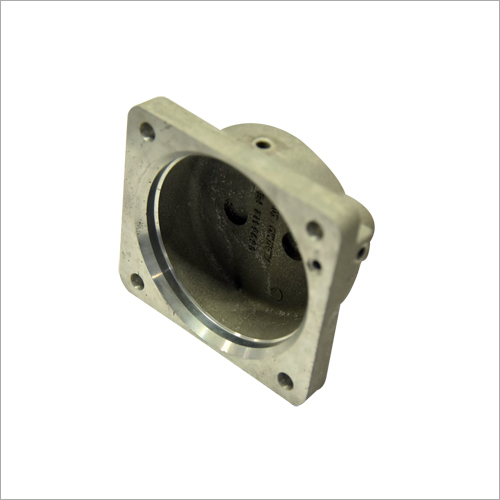
About एल्युमिनियम ग्रेविटी कास्टिंग
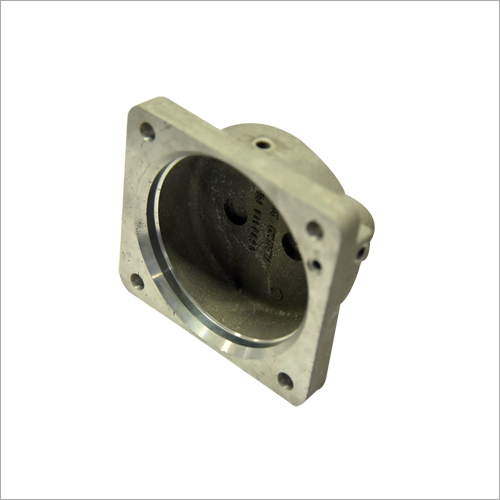
ग्राहक इस बैक कवर एल्युमीनियम ग्रेविटी कास्टिंग को हमसे विभिन्न आकार, साइज और फिनिश में खरीद सकते हैं। ग्राहकों द्वारा मोल्ड में पिघली हुई धातु डालकर बैक कवर ढालने के लिए इसका बड़े पैमाने पर उपयोग किया जाता है। यह कास्टिंग उच्चतम तापमान स्थितियों में भी असाधारण आयामी स्थिरता प्रदान करने के लिए जानी जाती है। प्रत्येक कास्टिंग में सटीक आयाम, मजबूत डिजाइन और हल्के वजन होते हैं। इसके अलावा, प्रदान की गई कास्टिंग बेहतर कठोरता और ताकत-से-वजन अनुपात प्रदान करती है। यह बैक कवर एल्युमीनियम ग्रेविटी कास्टिंग बेहतर यांत्रिक और भौतिक गुणों के लिए जाना जाता है।
ग्रेविटी कास्टिंग को स्थायी मोल्ड कास्टिंग के रूप में भी जाना जाता है। प्रक्रिया आमतौर पर एल्यूमीनियम कास्टिंग में उपयोग की जाती है एल्यूमीनियम गुरुत्वाकर्षण कास्टिंग में पिघला हुआ एल्यूमीनियम गुरुत्वाकर्षण बल के तहत एक स्थायी सांचे में डाला जाता है यह विधि जटिल आकार, अच्छी सतह खत्म और आयामी सटीकता के साथ भागों के उत्पादन के लिए उपयुक्त है, यहां एल्यूमीनियम गुरुत्वाकर्षण कास्टिंग प्रक्रिया का एक सिंहावलोकन दिया गया है। p>
मोल्ड तैयार करना
कास्टिंग के लिए आमतौर पर स्टील या लोहे से बना एक स्थायी मोल्ड तैयार किया जाता है। प्रक्रिया: मोल्ड को अंतिम एल्यूमीनियम भाग के वांछित आकार को दोहराने के लिए डिज़ाइन किया गया है
मोल्ड को पहले से गरम करना
मोल्ड को एक विशिष्ट स्थिति में पहले से गरम किया जाता है तापमान प्रीहीटिंग बेहतर कास्टिंग गुण प्राप्त करने में मदद करता है और जब पिघला हुआ एल्यूमीनियम मोल्ड में डाला जाता है तो थर्मल शॉक कम हो जाता है
कोटिंग वैकल्पिक
पर निर्भर करता है कास्टिंग आवश्यकताएँ सतह की फिनिश को बढ़ाने और कास्टिंग को हटाने में सहायता के लिए मोल्ड को दुर्दम्य सामग्री या रिलीज एजेंट के साथ लेपित किया जा सकता है
डालना
पिघला हुआ एल्यूमीनियम मोल्ड में डाला जाता है गुरुत्वाकर्षण के प्रभाव में सांचे को भर दिया जाता है और धातु सांचे की गुहा का आकार ले लेती है
ठंडा करना और जमना
सांचे में डाले गए एल्यूमीनियम को ठंडा और जमने दिया जाता है यह चरण कास्टिंग के अंतिम आकार और गुणों को निर्धारित करता है
भाग हटाना
एक बार जब एल्यूमीनियम जम जाता है तो मोल्ड खोला जाता है और कास्टिंग हटा दी जाती है कास्टिंग और मोल्ड को बाद की कास्टिंग के लिए पुन: उपयोग किया जा सकता है
ट्रिमिंग और फिनिशिंग
किसी भी अतिरिक्त सामग्री या अवांछित विशेषताओं को हटाने के लिए कास्ट भाग को ट्रिमिंग या अतिरिक्त मशीनिंग से गुजरना पड़ सकता है, आवेदन के आधार पर सैंडिंग पॉलिशिंग या कोटिंग जैसी फिनिशिंग प्रक्रियाओं को लागू किया जा सकता है< /p>
निरीक्षण
अंतिम एल्यूमीनियम ग्रेविटी कास्टिंग का गुणवत्ता आयामी सटीकता और किसी भी दोष के लिए निरीक्षण किया जाता है यह चरण सुनिश्चित करता है कि भाग निर्दिष्ट आवश्यकताओं और मानकों को पूरा करता है
एल्यूमीनियम ग्रेविटी कास्टिंग का उपयोग अक्सर इंजन भागों, ऑटोमोटिव पहियों और विभिन्न औद्योगिक और उपभोक्ता वस्तुओं जैसे घटकों के उत्पादन के लिए किया जाता है। यह रेत कास्टिंग की लागत-प्रभावशीलता और डाई कास्टिंग की सटीकता के बीच संतुलन बनाता है। ग्रेविटी कास्टिंग विशेष रूप से जटिल भागों के लिए फायदेमंद है। आकार और जहां उच्च शक्ति और आयामी सटीकता आवश्यक है

Tell us about your requirement

Price: Â
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
मोबाइल number
Email

अधिक Products in एल्यूमिनियम कास्टिंग Category

फेयरवे साइन एल्यूमीनियम कास्टिंग
मूल्य की इकाई : टुकड़ा/टुकड़ाs
मूल्य या मूल्य सीमा : आईएनआर
प्रॉडक्ट टाइप : Fairway Sign Aluminium Casting
रंग : as for client
माप की इकाई : टुकड़ा/टुकड़े
न्यूनतम आदेश मात्रा : 20

गोल्फ कोर्स पार्ट एल्यूमीनियम कास्टिंग
मूल्य की इकाई : टुकड़ा/टुकड़ाs
मूल्य या मूल्य सीमा : आईएनआर
प्रॉडक्ट टाइप : Golf Course Part Aluminium Casting
रंग : as for client
माप की इकाई : टुकड़ा/टुकड़े
न्यूनतम आदेश मात्रा : 20

एल्सटॉम कवर एल्यूमीनियम कास्टिंग
मूल्य की इकाई : Unit/Units
मूल्य या मूल्य सीमा : आईएनआर
प्रॉडक्ट टाइप : Alstom Cover Aluminium Casting
रंग : as for client
माप की इकाई : टुकड़ा/टुकड़े
न्यूनतम आदेश मात्रा : 20

BW बॉडी कास्टिंग एल्यूमीनियम
मूल्य की इकाई : टुकड़ा/टुकड़ाs
मूल्य या मूल्य सीमा : आईएनआर
प्रॉडक्ट टाइप : BW Body Casting Aluminium
रंग : as for client
माप की इकाई : टुकड़ा/टुकड़े
न्यूनतम आदेश मात्रा : 20
हमारे उत्पाद


158, डीएलएफ औद्योगिक क्षेत्र, चरण- I, सेक्टर -32, बी.के.बी. कंपनी के पास,फरीदाबाद - 121003, हरयाणा, भारत

कड़वा। हुसैन का प्रतीक
(मालिक)
मोबाइल :08045812064
 जांच भेजें
जांच भेजें एसएमएस भेजें
एसएमएस भेजें मुझे निःशुल्क कॉल करें
मुझे निःशुल्क कॉल करेंइन्फोकॉम नेटवर्क प्राइवेट लिमिटेड . द्वारा विकसित एवं प्रबंधित
